Cięcie laserem światłowodowym a cięcie plazmowe: obróbka cienkich blach
2026-03-16




W przemyśle metalowym obróbka cienkich blach jest powszechnie stosowana w takich sektorach, jak produkcja szaf elektrycznych i podwozi, obudów naczyń kuchennych i urządzeń, mebli i dekoracyjnych elementów metalowych oraz części samochodowych.
Choć pozornie prosta, obróbka cienkich blach wymaga wysokiej precyzji cięcia, minimalnej ilości stref wpływu ciepła, dużej prędkości cięcia i niskich kosztów obróbki końcowej. Niewłaściwy dobór procesu może prowadzić do problemów, takich jak deformacja blachy, nierówne krawędzie, silne nagromadzenie żużla oraz konieczność dodatkowego szlifowania i wykańczania.
Dwie najpopularniejsze obecnie technologie to cięcie laserem światłowodowym i cięcie plazmowe. Metody te wyraźnie różnią się pod względem jakości cięcia, szybkości, kosztów i zastosowania materiałów. Niniejszy artykuł przedstawia systematyczne porównanie w wielu kluczowych wymiarach, aby pomóc przedsiębiorstwom przetwórczym w podejmowaniu bardziej świadomych decyzji dotyczących wyboru sprzętu.
Jak działa cięcie laserem światłowodowym i cięcie plazmowe
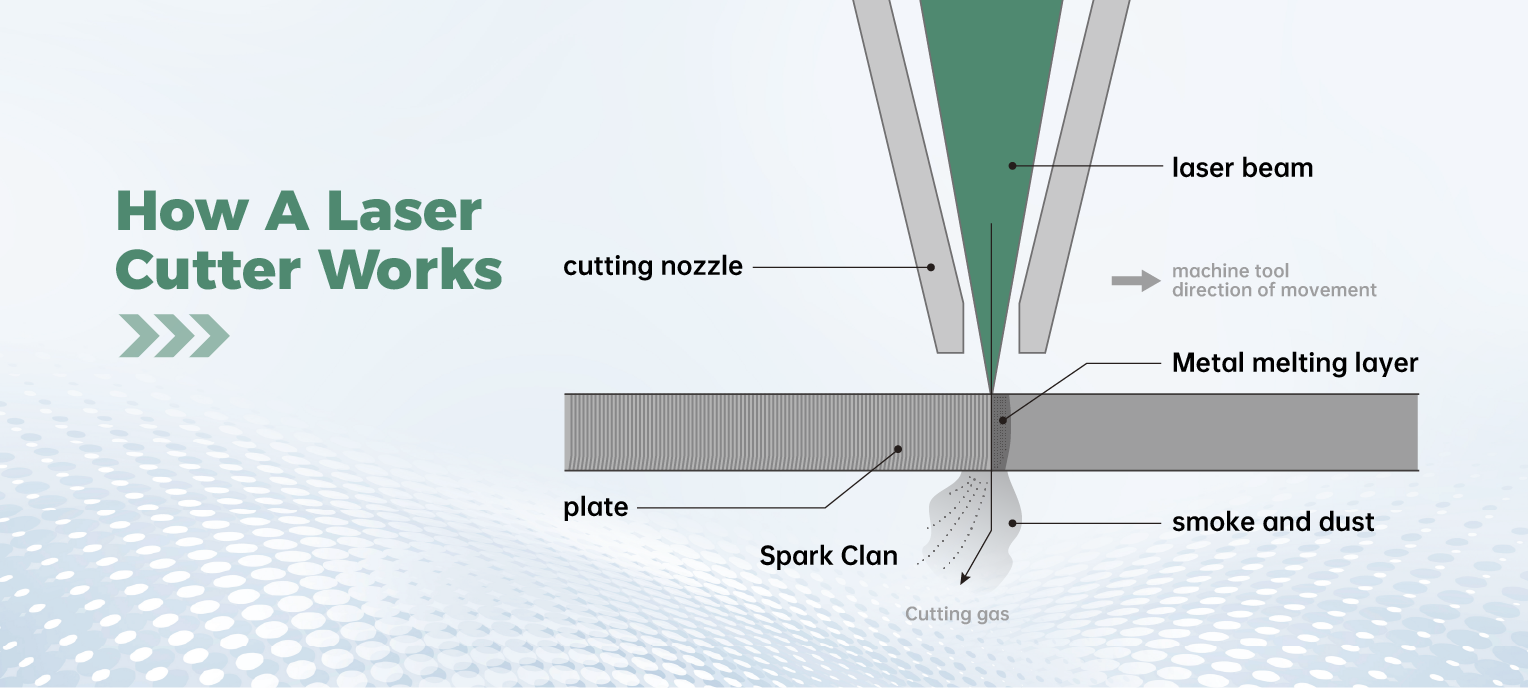
Cięcie laserowe to precyzyjna technika obróbki cieplnej. Laser światłowodowy przesyła wysokoenergetyczną wiązkę laserową przez włókna optyczne, która następnie jest skupiana w niezwykle małym punkcie za pomocą soczewki. Powoduje to lokalne, natychmiastowe stopienie materiału, a stopiony metal jest zdmuchiwany przez gaz pomocniczy. Cechuje się ona wyjątkowo wysoką gęstością energii, wąskimi szczelinami i minimalnymi strefami wpływu ciepła.
Cięcie plazmowe wykorzystuje technologię łuku wysokotemperaturowego. Jonizuje gaz, tworząc łuk plazmowy, który topi metal i wyrzuca stopiony materiał poprzez przepływ gazu o dużej prędkości. Ta metoda zapewnia wysoką wydajność cięcia i nadaje się do cięcia grubszych blach.
Choć obie technologie wykazują zalety w zastosowaniach związanych z obróbką grubych płyt, ich różnice stają się szczególnie widoczne w przypadku obróbki cienkich płyt.
Cięcie laserem światłowodowym a cięcie plazmowe
1. Porównanie jakości cięcia
W obróbce cienkich blach jakość cięcia jest często najważniejszą kwestią dla przedsiębiorstw.
Kluczowe różnice odzwierciedlają się w następujących aspektach:
| Charakterystyczny | Cięcie laserem światłowodowym | Cięcie plazmowe |
| Dokładność cięcia | Niezwykle wysoka dokładność pozycjonowania. | Niższa precyzja, ale szerszy zakres tolerancji. |
| Szerokość nacięcia | Wąskie (0,1–0,3 mm) | Szeroki (1–2 mm) |
| Szerokość cięcia | Wąska szczelina, zwykle <0,1 mm. | Większa szerokość nacięcia, ok. 1–2 mm. |
| Strefa HAZ | Minimalna (<0,1 mm) | Większe (0,5–1 mm) |
| Jakość krawędzi | Gładkie, czyste krawędzie bez zadziorów. | Może pozostawić żużel lub ostre krawędzie wymagające szlifowania lub wykańczania. |
| Prostopadłość krawędzi | Blisko 90° | Skłonny do fazowania |
| Powstawanie żużla | Praktycznie brak wtrąceń żużlowych. | Zazwyczaj wymaga dodatkowego czyszczenia. |
W przypadku precyzyjnych elementów z cienkich płyt lub produktów wymagających bezpośredniego montażu, cięcie laserem światłowodowym zapewnia wyraźne korzyści pod względem jakości.
2. Porównanie prędkości skrawania
W nowoczesnych zakładach produkcyjnych wydajność produkcji ma bezpośredni wpływ na koszty jednostkowe.
Poniżej przedstawiono porównanie prędkości cięcia między przecinarką laserową światłowodową o mocy 6 kW a systemem cięcia plazmowego 170 A podczas cięcia blach ze stali węglowej o grubości 5–15 mm:
Materiał i grubość | Prędkość cięcia laserem światłowodowym (m/min) | Prędkość cięcia plazmowego (m/min) |
5 mm stal węglowa | 4.2-6 | 2.32 |
| 10 mm stal węglowa | 1,8-2,3 | 2,68 |
| 15 mm stal węglowa | 0,8-1,2 | 2.27 |
Oczywiste jest, że przy cięciu blach o grubości 5 milimetrów i cieńszych, urządzenia do cięcia laserem światłowodowym działają znacznie szybciej niż przecinarki plazmowe.
Jednak podczas cięcia arkuszy o grubości 10 milimetrów lub większej, przecinarki plazmowe osiągają wyższe prędkości robocze. W przedsiębiorstwach o dużej produkcji ta różnica w wydajności bezpośrednio wpływa na zdolność produkcyjną i cykle dostaw.
3. Porównanie kosztów
Zazwyczaj lasery światłowodowe wymagają wyższej inwestycji początkowej, podczas gdy przecinarki plazmowe są bardziej przystępne cenowo. Jednak koszty zakupu sprzętu stanowią jedynie ułamek całkowitych wydatków; długoterminowe koszty operacyjne wymagają większej uwagi.
| Charakterystyka | Cięcie laserem światłowodowym | Cięcie plazmowe |
| Koszty materiałów eksploatacyjnych | Mniej ruchomych części, dłuższa żywotność dyszy i minimalne wymagania konserwacyjne. | Elektrody i dysze wymagają częstej wymiany, co wiąże się z ciągłymi kosztami materiałów eksploatacyjnych. |
| Koszty utrzymania | Niższe koszty utrzymania. | Codzienna konserwacja jest częsta, co wymaga regularnego sprawdzania elektrod i układu łukowego. |
Dodatkowo występują koszty wtórnego przetwarzania – czynnik często pomijany przez wiele firm. Cięcie plazmowe cienkich blach zazwyczaj wiąże się z:
Przyczepność żużla, zadziory i nierówne krawędzie. Problemy te wymagają dodatkowego szlifowania, gratowania i wykańczania powierzchni, podczas gdy cięcie laserowe zazwyczaj pozwala na bezpośrednie przejście do następnego procesu.
4. Porównanie kompatybilności materiałów
Różne materiały w różnym stopniu nadają się do stosowania w technologiach cięcia.
Stal węglowa: Można stosować obie technologie, ale lepszą jakość zapewnia cięcie laserowe.
Stal nierdzewna: Cięcie laserowe zapewnia doskonałe rezultaty, natomiast cięcie plazmowe powoduje gorszą jakość powierzchni.
Materiały silnie odblaskowe (aluminium, miedź itp.): Laser wymaga specjalistycznych konfiguracji (dużej mocy lub niestandardowej optyki). Cięcie plazmowe może przetwarzać aluminium, ale zazwyczaj zapewnia niższą jakość w porównaniu z cięciem laserowym i jest mniej odpowiednie dla metali silnie odblaskowych, takich jak miedź.
Stal ocynkowana: Laser umożliwia stabilną obróbkę, podczas gdy cięcie plazmowe często wiąże się z toksycznymi oparami.
Dlatego w środowiskach przetwarzania wielu materiałów lasery oferują większą wszechstronność.
Zalety maszyn do cięcia laserem światłowodowym AORE w obróbce cienkich blach
Firma AORE wdrożyła wiele technicznych optymalizacji w celu zapewnienia szybkiej obróbki cienkich blach, co pozwoliło na osiągnięcie wyjątkowej wydajności i stabilności.
W zastosowaniach praktycznych, wycinarki laserowe AORE są szeroko stosowane w: produkcji szaf elektrycznych, produkcji mebli metalowych oraz dekoracyjnej obróbce metali. Branże te zazwyczaj wymagają wysokiej precyzji, wysokiej wydajności i produkcji wielkoseryjnej, gdzie maszyny AORE zapewniają stałą jakość obróbki.
Typowym modelem jest seria w pełni ochronnych, szybkich laserowych maszyn tnących arkusze AORE PU, która oferuje wyraźne zalety pod względem szybkości, stabilności i automatyzacji.
Bardzo sztywna konstrukcja stołu i szybki system ruchu bramy idealnie nadają się do szybkiej obróbki cienkich arkuszy.
Lekka konstrukcja belki minimalizuje efekty bezwładności podczas pracy z dużą prędkością.
Układ serwo o wysokiej dynamice gwarantuje precyzję podczas cięcia skomplikowanych konturów.
Całkowicie zamknięta konstrukcja ochronna nie tylko minimalizuje wyciek oparów, poprawiając warunki w warsztacie, ale także zwiększa bezpieczeństwo operacyjne.
Jak dokonać wyboru dla swojej firmy zajmującej się obróbką cienkich blach
Na podstawie powyższej analizy można stwierdzić, że urządzenia do laserowego cięcia blach oferują wyraźne zalety w zakresie obróbki cienkich arkuszy blachy w następujących aspektach.
Jeśli Twoje wymagania są następujące:
Dążenie do wysokiej jakości cięcia → Wybierz maszynę do cięcia laserem światłowodowym
Głównie obróbka grubych blach przy ograniczeniach budżetowych → Rozważ maszyny do cięcia plazmowego
Cienkie blachy stanowią podstawową działalność → Maszyny do cięcia laserem światłowodowym zapewniają większą konkurencyjność długoterminową
W przypadku przedsiębiorstw planujących modernizację sprzętu lub rozbudowę mocy produkcyjnych zaleca się przeprowadzenie próbnych testów cięcia w celu uzyskania dokładniejszych danych procesowych.
Zespół techniczny AORE może udzielić rekomendacji dotyczących wyboru sprzętu i usług w oparciu o rodzaj materiału, zakres grubości blachy i wymagania dotyczące wielkości produkcji.

Często zadawane pytania
Czy laser światłowodowy jest odpowiednim narzędziem do cięcia cienkich blach ze stali nierdzewnej?
Tak, i zapewnia doskonałe rezultaty. Wycinarki laserowe światłowodowe oferują większą prędkość, gładkie, czyste krawędzie i minimalną ilość zadziorów. Dzięki temu są szeroko stosowane w produkcji artykułów kuchennych, dekoracji i urządzeń medycznych.
Jak czysto ciąć blachy pokryte folią?
Do tego zadania zazwyczaj zaleca się użycie laserów światłowodowych. Aby zapobiec uszkodzeniu powłoki, należy najpierw obrabiać stronę powlekaną, stroną niepowlekaną skierowaną w dół. Zamontuj urządzenia pneumatyczne na dolnej powierzchni, aby zapobiec zarysowaniu arkusza przez wsporniki maszyny. Umieść głowicę laserową około 10 mm nad materiałem, zmniejsz moc, wykonaj wstępne wypalanie, aby usunąć folię ochronną wzdłuż ścieżki, a następnie wykonaj ostateczne cięcie.
Jak wycinać skomplikowane kształty z blachy?
Maszyny do cięcia laserowego są odpowiednie. Do cięcia skomplikowanych kształtów na cienkich i średniej grubości blachach, cięcie laserowe jest zazwyczaj najodpowiedniejszą technologią. Zapewnia wyjątkową precyzję, wąskie nacięcia i czyste, pozbawione zadziorów krawędzie, często eliminując potrzebę dodatkowej obróbki.
Czym jest strefa wpływu ciepła HAZ?
Strefa wpływu ciepła (HAZ) to obszar na powierzchni metalu, który nie został stopiony, ale uległ zmianom mikrostruktury i właściwości pod wpływem wysokich temperatur generowanych podczas spawania lub cięcia. Zwykle objawia się to zwiększoną kruchością, zmniejszoną wytrzymałością oraz zwiększoną podatnością na korozję lub pękanie.