
Co zrobić, gdy efekt cięcia nie jest dobry?
2025-04-22




Lasery światłowodowe są niezastąpione w nowoczesnym przemyśle. Problemy takie jak słabe cięcie materiałów o określonej grubości, nierównomierne ciśnienie powietrza czy niewspółosiowość ścieżki optycznej mogą mieć poważny wpływ na wydajność. Szybkie rozwiązanie tych problemów ma kluczowe znaczenie dla utrzymania ciągłości procesu i maksymalizacji zwrotu z inwestycji (ROI).
Niniejszy przewodnik koncentruje się na typowych problemach z urządzeniami do cięcia laserem światłowodowym , takich jak słabe rezultaty cięcia, a nasze ustrukturyzowane rozwiązania pomagają technikom skutecznie zidentyfikować przyczynę problemu. Dzięki regulacji parametrów, optymalizacji dyszy i systematycznym kontrolom sprzętu, użytkownicy mogą przywrócić optymalną wydajność i zapewnić powtarzalność wyników.
W przypadku stosowania przez pewien czas cięcia stali węglowej o określonej grubości, klienci zauważyli, że efekt cięcia za pomocą lasera światłowodowego nie jest dobry.
Analiza przyczyn problemu:
1. Należy potwierdzić z klientem, czy problem dotyczy tylko grubości cięcia stali węglowej, czy też wszystkich grubości cięcia stali węglowej. Jeśli problem dotyczy tylko grubości innej grubości, zazwyczaj wystarczy po prostu wprowadzić nowy parametr debugowania. Jeśli efekt cięcia całej grubości jest niewłaściwy, należy przeprowadzić dalszą analizę:
2. W przypadku wszystkich grubości cięcia, złą sytuację zasadniczo można wykluczyć z parametrów powodujących problemy, należy to zrobić na ogólnym poziomie maszyny w celu przeprowadzenia podstawowego dochodzenia, np. czy zakończyć normalną pracę urządzenia i spełnić specyfikację, czy wystąpił alarm, czy wystąpiły szczególne warunki, takie jak kolizja mechaniczna prowadząca do uszkodzenia funkcjonalnego itd.
3. Jeśli podstawowe kontrole zostały wykonane, to możemy rozważyć problem z gazem!
Rozwiązanie:
1. w przypadku określonej grubości nieprawidłowości cięcia wystarczy zmienić parametry, użyć odpowiedniej dyszy, ustawić odpowiednią prędkość, rodzaj gazu, wartość ciśnienia powietrza, wartość ostrości, aby uzyskać najlepsze rezultaty cięcia i zaoszczędzić!
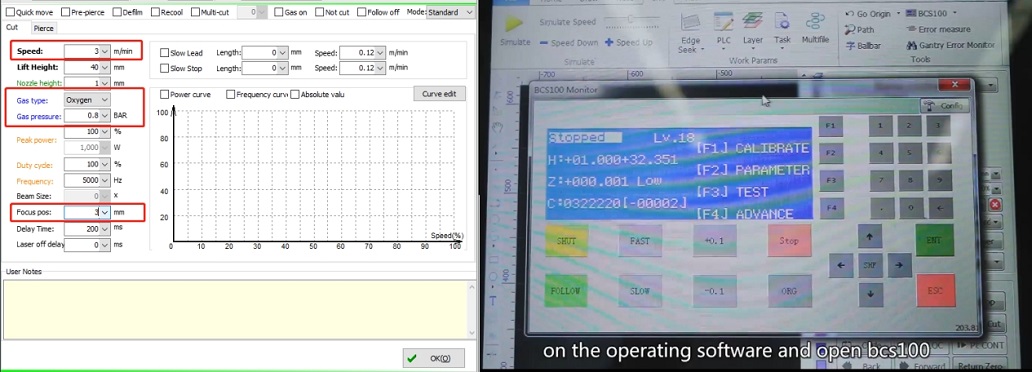
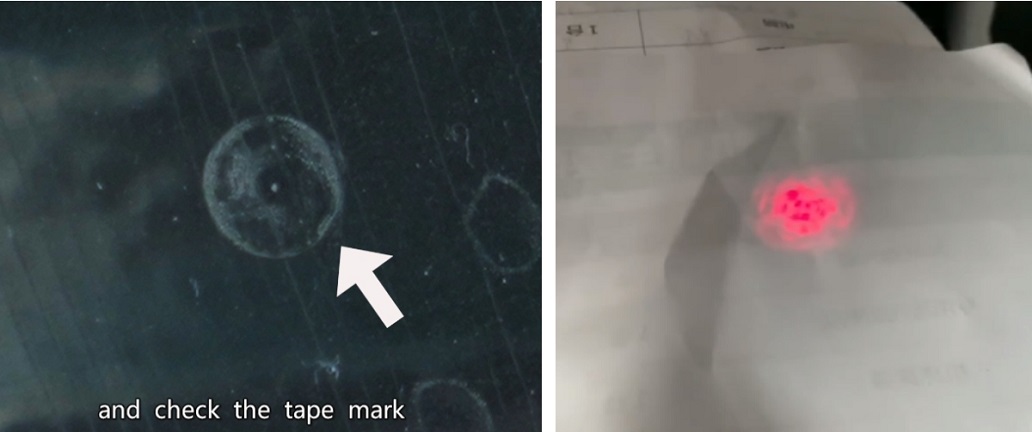
2. Jeśli wszystkie grubości nie są dobrze cięte, należy zapytać klienta o zmiany w procesie cięcia, aby uzyskać kluczowe informacje i nadać priorytet dochodzeniu. W przeciwnym razie można jedynie sprawdzić wszystkie podstawowe elementy, takie jak poprawność doboru dyszy, konieczność przeprowadzenia kalibracji dyszy BCS100, położenie ścieżki optycznej w centrum, sprawdzenie stanu czerwonego światła za pomocą białego papieru, aby upewnić się, że wewnętrzna soczewka głowicy laserowej jest czysta itd.
3. Jeśli wszystkie codzienne czynności podstawowej kontroli projektu zostały zakończone, a problem nie został rozwiązany, należy sprawdzić, czy ciśnienie powietrza wyjściowego urządzenia do cięcia laserem światłowodowym miernika tlenu wynosi 0,8 MPA i jest stabilne bez zjawiska wycieku; należy wykonać test przedmuchu, aby sprawdzić wartość zaworu proporcjonalnego tlenu przy ustawieniu ciśnienia powietrza do przedmuchiwania, aby pasowało, na przykład w przypadku niedopasowania, należy przetestować oprogramowanie urządzenia do cięcia laserem światłowodowym pod kątem różnych ustawień ciśnienia powietrza odpowiadających wartości napięcia rzeczywistej wartości oprogramowania, a następnie oprogramowania w celu skorygowania ciśnienia lub skontaktowania się z producentem Skontaktuj się z producentem, aby wykluczyć funkcję zaworu proporcjonalnego; jeśli problem nie zostanie rozwiązany, należy wymienić tlen zgodnie z wymogiem, że czystość tlenu używanego do cięcia wynosi ponad 99,95%



